钢丝绳技术-基本介绍
基本信息
钢丝绳的搬运和储存
➜ 卷盘的搬运
卷盘必须使用合适的起重装置搬运,比如起重绳、吊索具、链条等或与其相匹配的平衡梁及叉车。对于重量较轻的卷盘,可使用尼龙吊带或吊索。在卷盘的搬运处理过程中,避免因接触钢丝绳而导致钢丝绳的机械损伤。
➜ 钢丝绳的存储
环境是放在合适的室内。在储存时,要防止卷盘滚动。如果储存在室外,应该以最合适的方式防潮及其他环境因素。请注意,处于卷盘包装层之下的钢丝绳一定要充分的通风透气,防止因长时间雨露凝聚而产生腐蚀。钢丝绳请勿直接放置在地面上,最好放在木托盘或方木之上。光面钢丝绳不能长时间储存在室外。如果储存环境不合适,例如环境温度过高,钢丝绳需要在使用前再次润滑。
钢丝绳的安装
钢丝绳安装前应做好充分准备。
➜ 新钢丝绳安装前的核对
在安装新钢丝绳之前,要核查钢丝绳的结构和捻向,且要测量钢丝绳的实际直径。此信息要与交货文件中的信息一致。
下图规定了钢丝绳捻向(右旋或左旋)及上入绳或下入绳与当前使用卷筒的正确匹配关系。卷筒可以分为右旋卷筒和左旋卷筒。钢丝绳正确选择规则:右旋捻向的钢丝绳适用于左旋捻向的卷筒,左旋捻向的钢丝绳适用于右旋捻向的卷筒。此规则适用于所有单层卷筒。我们建议多层缠绕卷筒也遵从该规则。
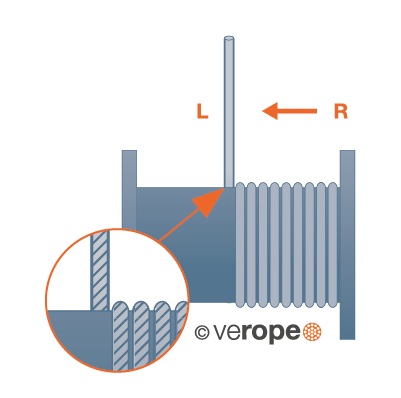
情形A :下入绳:钢丝绳缠绕方向从右向左。左旋捻向卷筒适配右旋捻向钢丝绳。
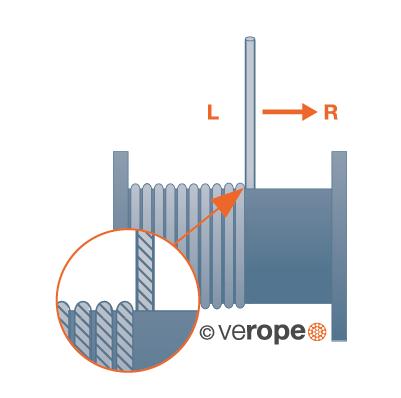
情形B :下入绳:钢丝绳缠绕方向从左向右。右旋捻向卷筒适配左旋捻向钢丝绳。
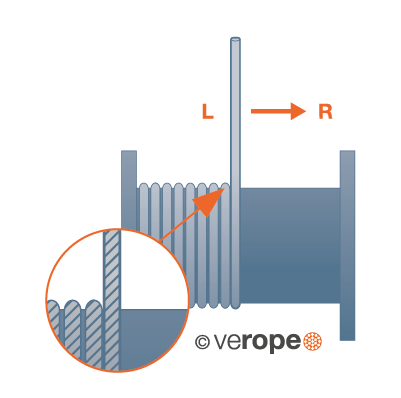
情形C :上入绳:钢丝绳缠绕方向从左向右。左旋捻向卷筒适配右旋捻向钢丝绳。
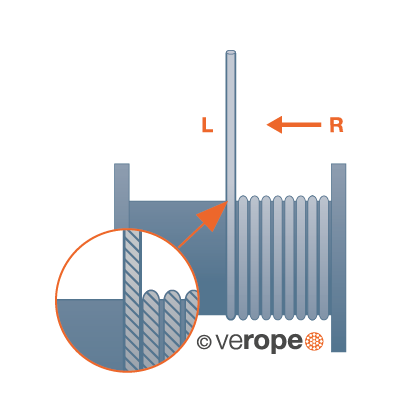
情形D :上入绳:钢丝绳缠绕方向从右向左。右旋捻向卷筒适配左旋捻向钢丝绳。
➜ 滑轮绳槽的检验(视觉检查的和实际计量的)
旧绳报废后,必须检验所有绳槽尺寸,包括滑轮绳槽和卷筒绳槽。这些尺寸的检查要使用合适的绳槽量规。对损坏或转动不灵的滑轮应该进行更换或再加工。
绳槽检查的可能结果
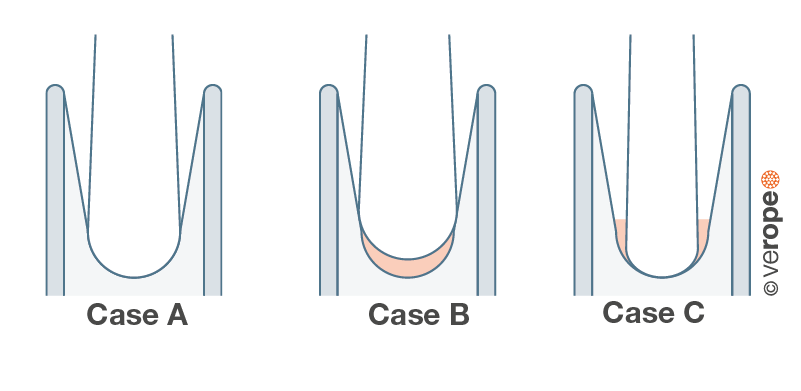
情形A: 绳槽正常。
情形B :绳槽的尺寸小于标准要求。在此情况下不能安装,因钢丝绳会在绳槽中被挤压损伤。后果就是导致钢丝绳结构受到不可避免的破坏。
情形C :虽然过大的绳槽会缩短钢丝绳的使用寿命,但事实上影响不明显,因此不必要一开始就采取措施。
➜ 钢丝绳的安装过程
钢丝绳的安装必须是由训练有素和经验丰富的工作人员非常谨慎的操作。请确保遵守以下的要点:
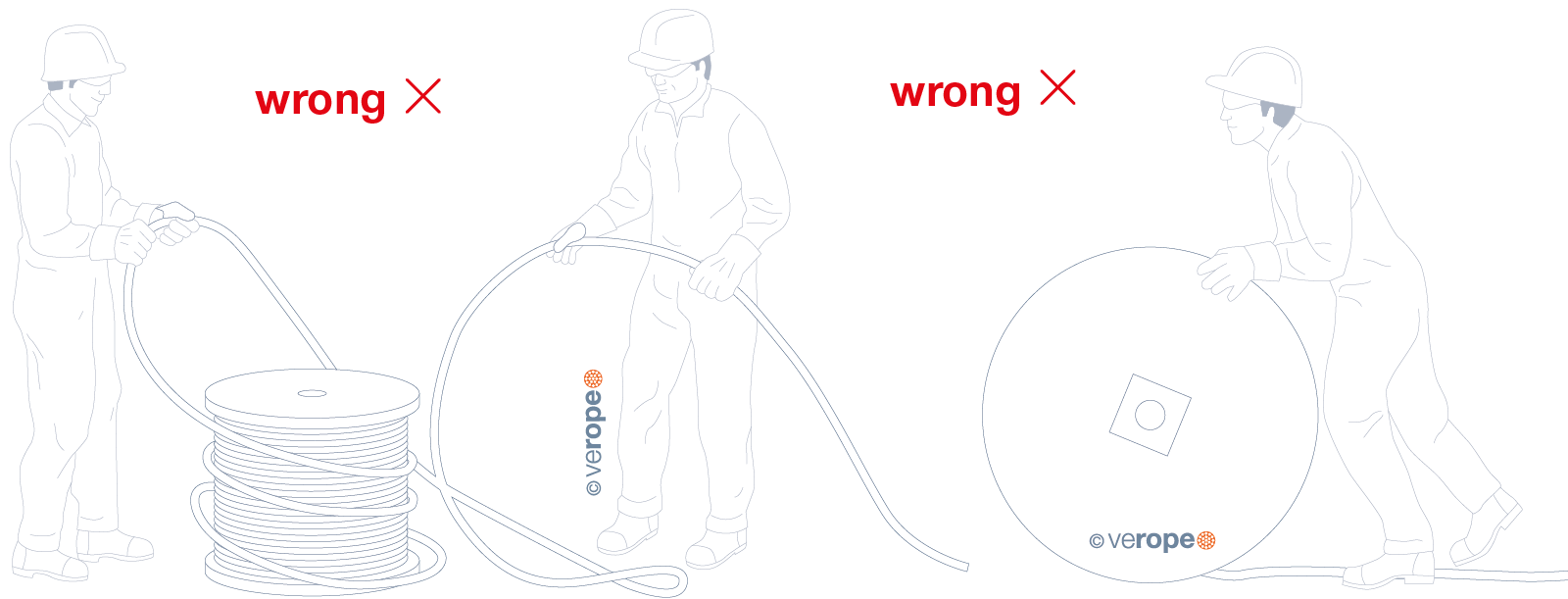
1. 如果发货的钢丝绳绕成绳卷,则可以方便拉出;而如果绕在木轮上,则需要经过合适的放绳装置,如回转台或收放线机。
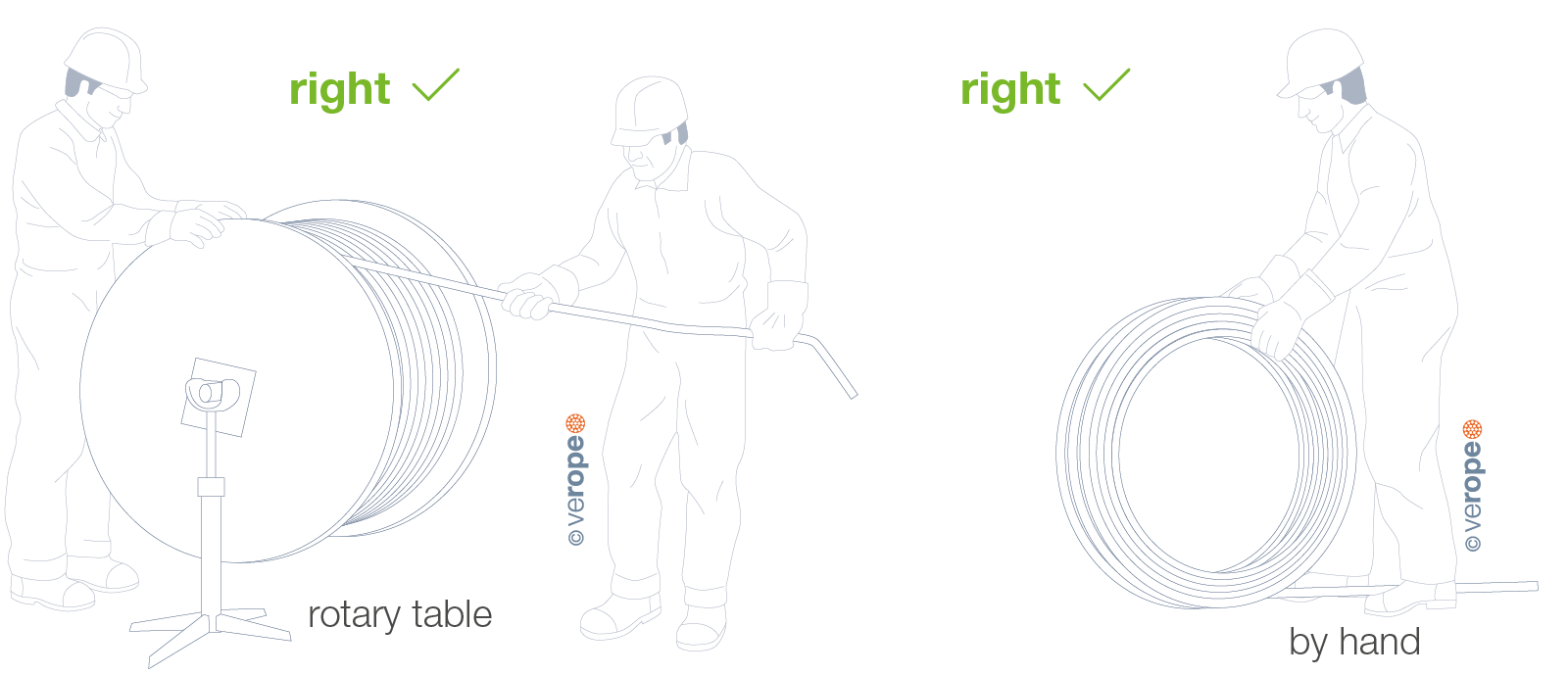
2. 切勿直接把绳从绳卷或木轮上拉出
这将引起钢丝绳扭曲。
3. 在部分钢丝绳安装中,新钢丝绳需在旧钢丝绳的位置协助下进行更换。尤其是在更换非旋转提升绳时,新、旧两根钢丝绳之间的连接应选择这样的方式,比如在两根钢丝绳之间连接应力释放器,使得旧钢丝绳上的扭力不能传递到新钢丝绳上去。
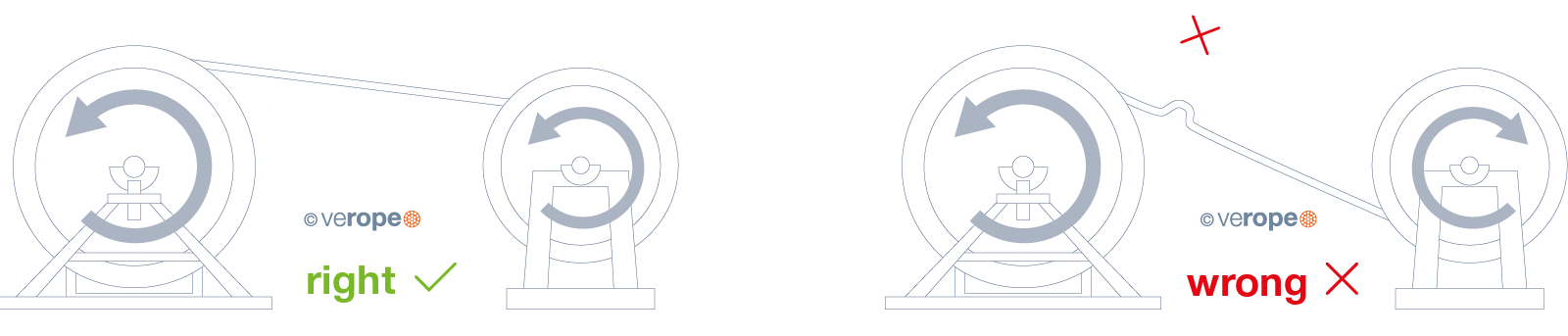
4. 注意缠绕方向!请按如下方式放置钢丝绳盘,确保钢丝绳的缠绕方向保持不变。避免在安装过程中采用相反的缠绕方向,使得钢丝绳反向弯曲。
5. 在缠绕钢丝绳之前,须检查整个缠绕系统,以确保在安装过程中钢丝绳的正确缠绕,并且不会绕到铁轮/ 木轮/ 滑轮/ 卷筒等的边缘。
6. 钢丝绳的收绳和放绳过程必须始终在控制状态下。为了在任何受到干扰的时候能够及时停止安装过程,我们建议由专人控制放绳进程,并和起重机操作人员保持语音联系。
7. 从铁(木)轮上拆卸钢丝绳的绳头(或端连接)。为了拆解固定在铁(木)轮内筒上的端连接,请在最内层钢丝绳还有5 圈的时候暂停安装,然后以尽可能慢的缠绕速度继续进行,直至到端连接之前立刻停止。停止安装过程后拆除端连接或者绳头。
➜ 完成安装后的试运行
一旦完成安装后,建议做一次完整的试运行。整根钢丝绳应该在低负载下经过所有滑轮。这可以确保使钢丝绳的各组成要素在钢丝绳结构中逐渐调整到稳定状态。我们要求重复进行几次试运行,以确保钢丝绳的最佳应用。
多层缠绕的钢丝绳应该带预紧力缠绕安装,这将在后面的内容中展开。
➜ 多层缠绕时钢丝绳的安装
在多层缠绕的卷筒上安装钢丝绳特别具有挑战性!安装长度很长的钢丝绳或初始安装起重机钢丝绳时,整个安装过程应做完整细致的步骤安排。如果整根钢丝绳全部被缠绕在起重机卷筒上时,这样同样适用。由于当前起重机结构的限制,钢丝绳完成安装后,将无法再次进行收绳或放绳工作。具体参见“初次试车”。
在放绳时铁/ 木轮需加制动或刹车装置,制动或刹车的力度大小选择应以能避免损坏钢丝绳为准。由制动或刹车装置产生的制动力使得钢丝绳更容易缠绕到起重机卷筒上。但是,此制动力通常达不到多层缠绕时要求的预紧力值,这一点应加以考虑。请看以下说明。
若无合适的工具/ 装置/ 设备产生制动力,则钢丝绳在安装到起重机卷筒时的张力应尽量小。切勿通过夹持方式固定钢丝绳而产生制动力,此方式可能会导致钢丝绳在安装过程中严重损坏。
➜ 多层缠绕钢丝绳预紧力的重要性
在多层缠绕时,为了保证钢丝绳恰当的缠绕性能,最小化上层钢丝绳负载缠绕时对低层钢丝绳的磨损挤压,对钢丝绳施加预紧力是非常必要的。
实际经验证明10% 钢丝绳公称破断拉力的绳预紧拉力有持续积极的影响。如果由于钢丝绳的长度和/ 或起重机结构等原因,这个预紧拉力无法实现,那么一个较低的预紧拉力也有帮助,尽管不是像10% 的MBL 一样有效。
无预紧力或预紧力不足的信号是钢丝绳缠绕时受到干扰,这是由于绳间间隙变大,因而导致缠绕时出现乱绳现象,即由于负载压力上层钢丝绳会陷入下层钢丝绳之间。如果这种情况不纠正,可能会产生钢丝绳之间相互磨损,导致钢丝绳的严重损坏甚至报废。
因此, 请定期调整施加在整根钢丝绳的预紧力,最迟在出现可识别的乱绳现象之时进行。对钢丝绳的预紧力进行周期性的调整,其使用寿命可以持续延长。
在多层缠绕的应用中,如果能均衡地使用安装在起重机上的钢丝绳长度,那么特种钢丝绳,尤其是非旋转提升绳,是最经济的选择。
如果由于工况或起重机结构的问题,钢丝绳上某些特定的部分不能被经常使用,为了避免钢丝绳可能受损,推荐适时地调整钢丝绳的工作长度。