钢丝绳技术
钢丝绳技术
基本介绍
钢丝
➜ 原材料
钢丝一般采用特定的碳钢制作而成。碳含量为0.4 ~ 1%,锰含量为0.3 ~ 1%,硅含量为0.1 ~ 0.3%,磷和硫含量均在0.45% 以下。
➜ 钢丝表面
钢丝镀锌工艺是将钢丝通过液态锌池,使之表面被锌层覆盖。如果经锌洗之后不进行拉拔,该钢丝为‘最终镀锌’,如果镀锌之后钢丝横截面还会减小,该钢丝为“拉拔镀锌”。光面钢丝,无镀层,以大写字母“U”表示;镀锌的钢丝则根据镀锌重量分为“A”级和“B”级。
➜ 制作工艺
将原材料通过冷拉拔工艺将直径6-9mm 盘条加工成我们要求的强度、直径或形状。
➜ 钢丝形状
钢丝有不同的形状。圆形钢丝是指钢丝的横截面是圆形的。如果钢丝横截面不是圆形,则称之为异形钢丝。包括椭圆形钢丝,扁平钢丝,Z 形钢丝以及S 型钢丝,H 型钢丝,梯形或楔形钢丝,以及三角形钢丝。异形钢丝的生产工艺是拉制或轧制。
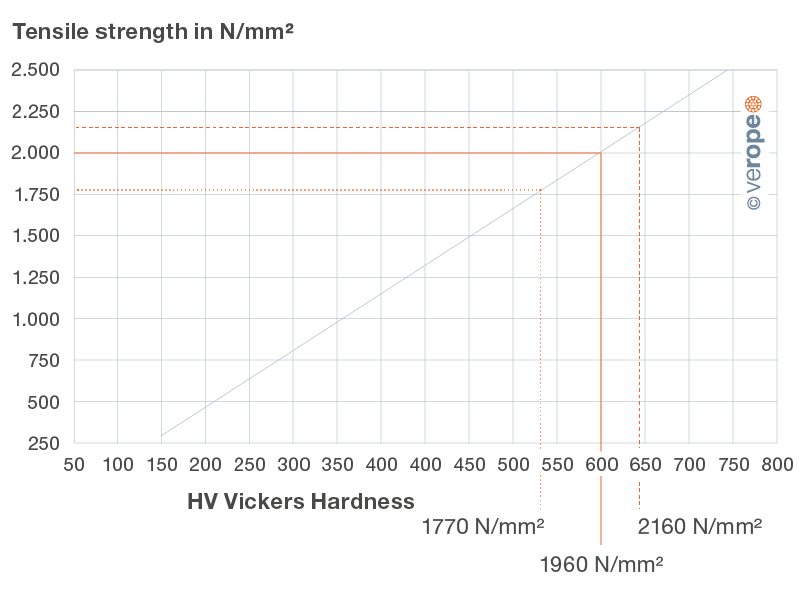
➜ 钢丝抗拉强度
钢丝的抗拉强度是指在不拉断钢丝的情况下,钢丝轴向所能承受的最大拉伸力,除以钢丝的横截面积。钢丝的公称抗拉强度是理论值,钢丝的实际抗拉强度不能低于公称抗拉强度,只能大于其规定值。在现代钢丝绳中,大多采用公称抗拉强度为1770 N/mm2, 1960 N/mm2,以及2160 N/mm2 的钢丝。
➜ 钢丝强度
绳股
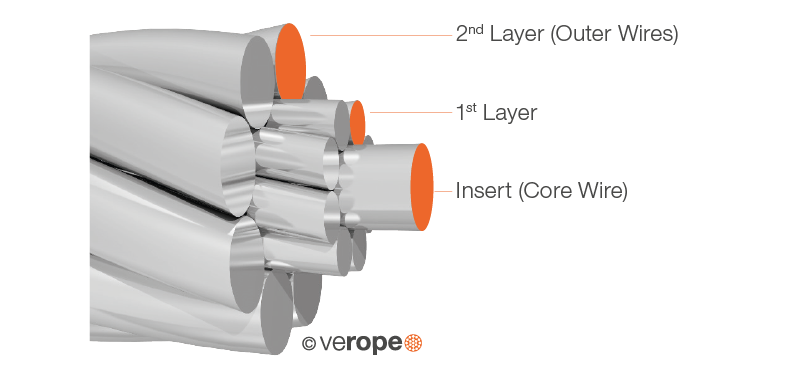
绳股由一层或多层钢丝组成,其呈螺旋状围绕绳芯( 图一)
➜ 绳股的捻距
绳股的捻距通常被理解为钢丝围绕股芯螺旋方向旋转一周(360 度)后轴向相应两点间的距离。通过改变捻距,相邻钢丝的接触方式、弹性性能以及绳股的破断拉力也会随之变化。
➜ 绳股的捻向
绳股分为右旋和左旋。从持有者位置由近及远,如果钢丝逆时针旋转,那么捻向为左旋(图二)。如果钢丝顺时针旋转,那么捻向为右旋(图三)。通常用小写的s 表示左旋,用小写的z 表示右旋。


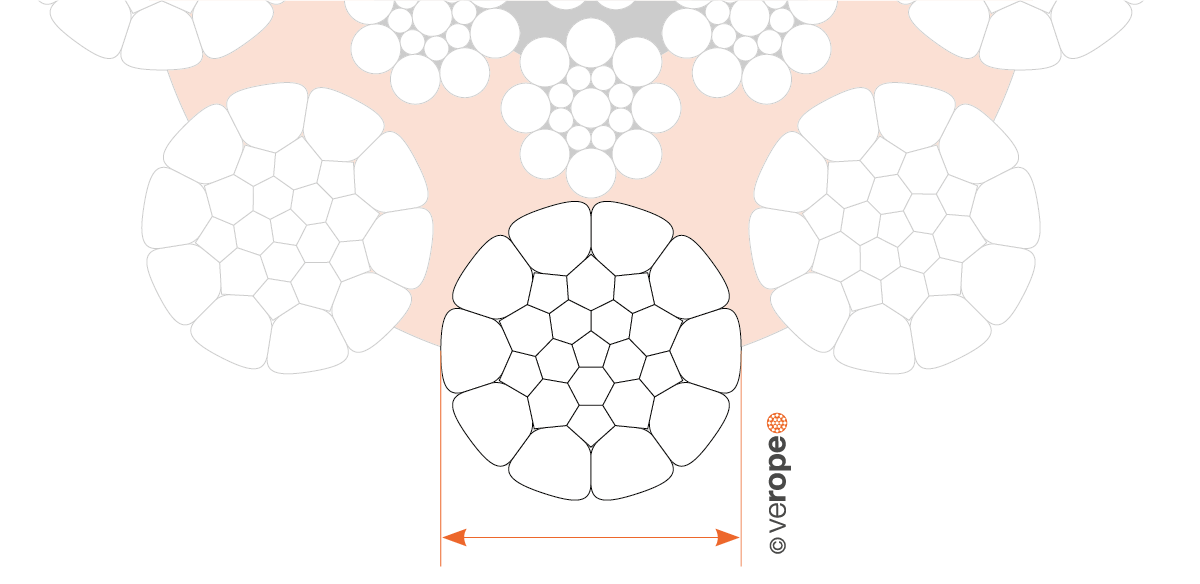
➜ 绳股直径
钢丝合股后,会形成一个紧凑的圆,其直径最小值即为绳股直径。通常使用精度为0.01mm的千分尺测量绳股直径(图四)。
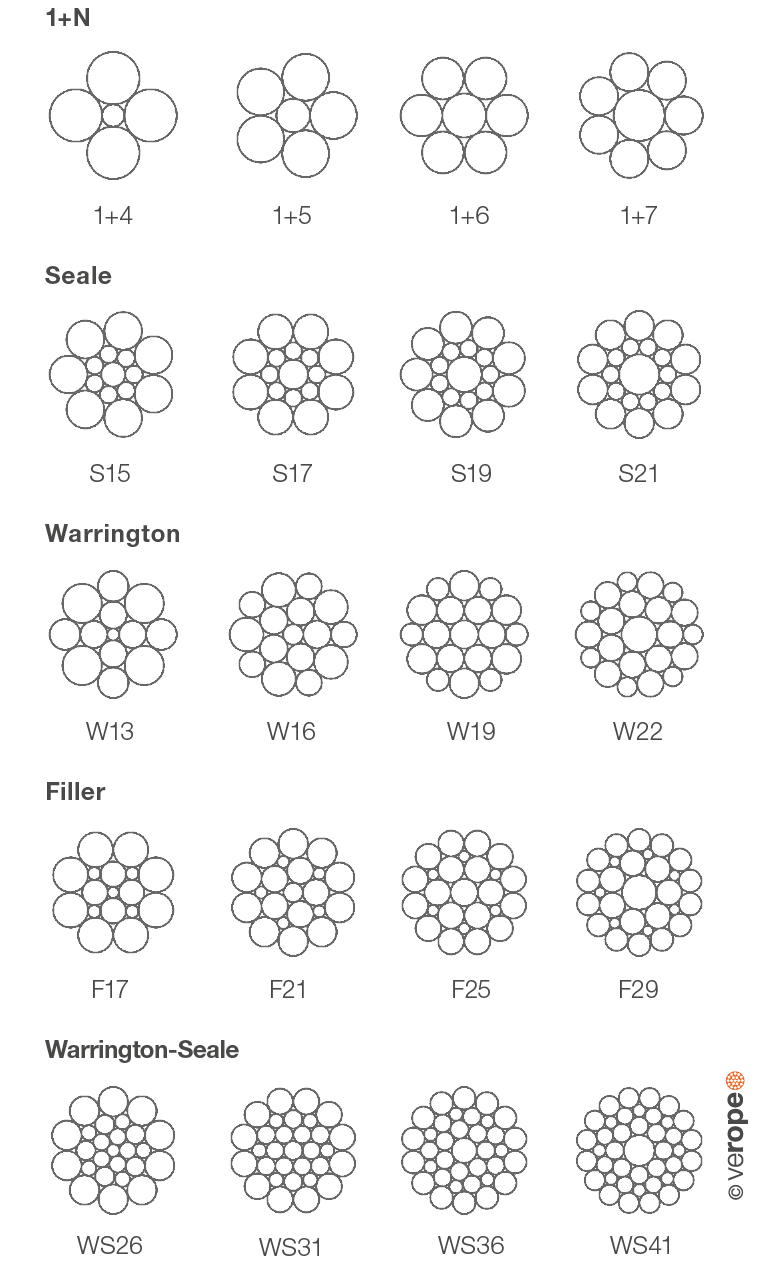
➜ 绳股设计
通过绳股的设计,我们可以了解钢丝绳股的组成规则,钢丝绳钢丝根据这一规则进行对应排列。例如:西鲁式绳股的结构设计为1-n-n,为两层具有相同钢丝数的平行捻股结构,其中n为钢丝数量,n=3,4,5,6,7,8,9⋯根据EN12385-3,在设计时将这些数值通过连接符号‘-’连起来。因此,西鲁式17 的绳股设计结构为1-8-8,西鲁式19 的绳股设计结构为1-9-9。
最主要的绳股设计包括一,二,以及三层标准绳股(图五),以及标准西鲁式、瓦林吞式、填充式、以及瓦林吞- 西鲁式的平行捻股(图六& 七)。
二、三层标准绳股中不同层的钢丝有交叉(图五)。钢丝被分别捻制成股,其方向相同(用N 表示),捻股角度相同,但捻距不同。
平行捻绳股(西鲁式、填充式、瓦林吞式、以及瓦林吞- 西鲁式)避免了交叉,但钢丝之间有线性接触。钢丝被捻制成股,捻距相同但捻制角度不同(图六& 七)。


➜ 压实圆形股
压实圆形股最开始是一个普通的无扭力钢丝绳股。然后,绳股在合股或之后的操作中通过压制或拉伸后,直径变小,形成压实股。通过压实工具及邻近钢丝的作用,原始的圆形钢丝在很大程度上产生形变(图八)。
➜ 绳股的填充系数
绳股的填充系数为金属横截面积(亦可简单计算为单根钢丝横截面积总和)同与绳股相切的最小外接圆的面积之比。填充系数决定了钢丝绳中绳股所占的部分即为金属材料的比例。
最常见绳股填充系数约为0.70~0.82。也就是说,绳股中金属材料的比例为70% 到82%。通过压实绳股的方法可以增大绳股的填充系数。
通常来讲,绳股的填充系数随着钢丝数量的增加而增加。例如,西鲁式15 股(1-7-7)的填充系数为~0.77,而西鲁式19 股(1-9-9)的填充系数为~0.79。
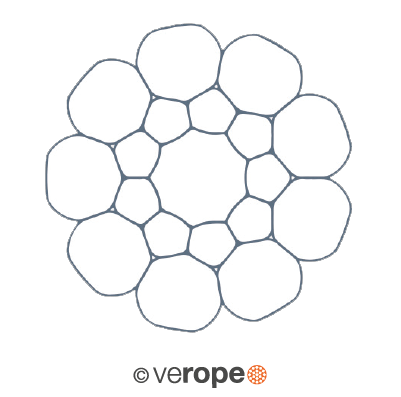
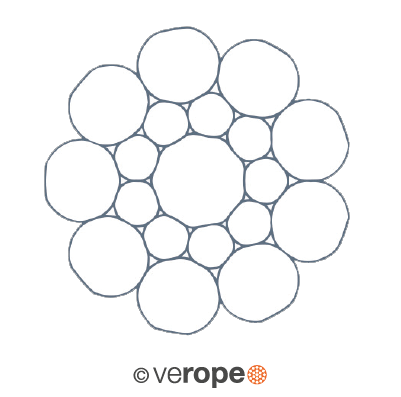
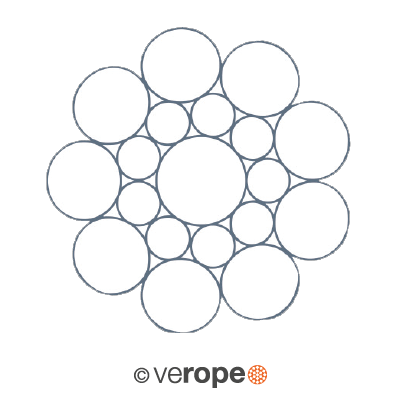
图八:非压实股和压实股

图九:钢丝绳的组成